NEWS

Pickling and Passivation of Stainless Steels
Pickling and passivation operations are of primary importance for a stainless steel component, as they put the material in the best condition to promote the self-passivation mechanism that is the basis of stainlessness.
What is the passive film?
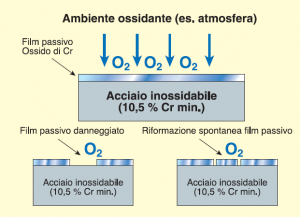
Due to the chromium content of the alloy (at least 10.5%), stainless steels spontaneously cover themselves with a very thin, compact and invisible layer of oxides known as a passive film, which protects them from corrosion.
This film is dynamically stable, i.e. if it is damaged locally, it is capable of reforming as long as the surrounding environment is sufficiently oxidising. In this sense, the atmosphere and water provide a sufficient source of oxygen for the self-passivation mechanism. The stability and anchorage of this passive layer depends primarily on the percentage of chromium contained in the alloy but also on the concentration of other elements such as nitrogen, molybdenum, nickel, titanium, etc.
In order for the self-passivation mechanism to occur and be considered stable, it is necessary that, in addition to the environmental conditions described above, it is free from any element that may hinder or delay the ignition (welding oxides, oils and greases, oxides due to heat treatments, rusty elements in contact, etc.). Therefore, in order for the stainless steel part to express its maximum anti-corrosive properties, it is necessary to guarantee a pickled and passivated surface.
What are pickling and passivation?
The pickling process is aimed at removing resistant oxide flakes formed as a result of heating at high temperatures in the presence of an oxidising atmosphere.
There are two types of pickling: mechanical and chemical. Mechanical pickling is carried out using silica sand, corundum, glass or stainless steel balls, brushes made of stainless steel or inert materials. Great care must be taken to avoid ferrous contamination of stainless steel, always using specifically dedicated tools; in particular, the equipment used (balls, sands, etc.) must never have previously worked with other metallic materials.
With regard to chemical pickling, acid baths are used.
These are the most common pickling methods and are based on solutions of sulphuric acid (H2SO4) or nitric acid (HNO3) plus hydrofluoric acid (HF), brought to temperatures above room temperature. After pickling, the treated component must be rapidly cooled and washed in water; this last step allows the last traces to be removed from the surface. The washing must be particularly accurate in order to clean the whole surface from all possible traces of the corrosive solution used.
After pickling, the passivation treatment takes place. This process is carried out to quickly restore the natural passive layer of stainless steels by removing any traces of surface contamination. This treatment is normally conducted with passivating baths, using less aggressive solutions than those used for pickling. The aim is to remove any contaminants present on the surface and restore the passive film, accelerating the natural passivation process of the stainless steel.
Pickling and passivation focus in Mori 2A
Mori 2A uses a chemical pickling process that is divided into the following stages:
- Degreasing at 70° C
- Warm rinse with tap water
- Immersion in pickling solution
- Passivation
- Rinse with tap water
Due to the toxicity and aggressiveness of the substances used, the plant is equipped with the appropriate safety devices: containment tank, double structure tank for pickling solution, fume collection system, fume abatement tower, etc.